| 产品特性:安全 环保 | 是否进口:否 | 产地:四川 |
| 材质:钢塑复合 | 公称外径:20-200mm | 壁厚:4mm |
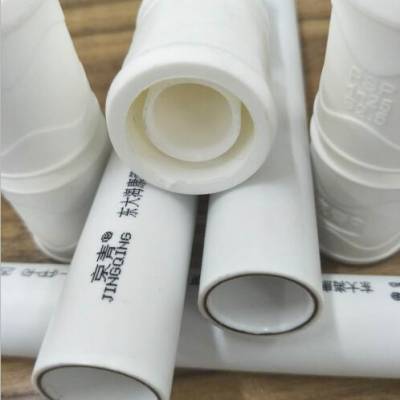
| 品名:PSP钢塑复合管 | 用途:给排水 | 厂家(产地):成都青白江 |
| 长度:6m | 品牌:楠丰 |
欢迎来电咨询
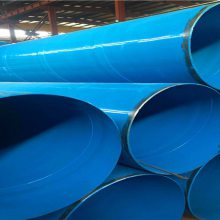
psp钢塑复合管材已经得到广泛应用。psp钢塑复合管的发展也得到了管理部门的很大支持,并且在不断的发布新的产品标准中。管道是生活中水和气的循环系统,常见的管道只有塑料和钢材两种,这两种管道的缺陷都是很大的,塑料管道重量小易损坏,钢材管道易腐蚀安装不便,这些缺陷都会降低管道使用率,。

想让使用的管道需要具备塑料的耐腐蚀性同时又要能抗压,那就可以选择psp钢塑复合管这样的管道。在钢带管道表面加上聚丙烯粉末,来增强管道的耐腐蚀性,现在新型的psp钢塑复合管也在管道表面加上环氧树脂来增加管材强度。psp钢塑复合管改变了钢材管道的缺陷同时也克服了塑料管道的脆弱性质。四川省电磁热熔e-PSP钢塑复合管制造商,PSP高速穿线钢塑复合管
很多管道都安装在建筑的表层,所以管道对于建筑的装饰性也有一定的影响,传统的钢管容易锈蚀,锈蚀之后的表面也会影响建筑装饰性。新型的psp钢塑复合管由于环氧树脂的原因,表层更加光滑,而且色泽比较好,所以psp钢塑复合管在建筑表面更能增加建筑的装饰性。
psp钢塑复合管双热熔连接
1、使用专用断管器切割管材(切割端面必须垂直于管轴线),同时去毛刺。
2、对需连接的Dn32及Dn32以下规格的管材端部进行整圆处理;Dn40及Dn40以上规格的管材端部若不圆整,则应将其端部锯掉。
3、清洁管材和管件熔接部位。
4、用划线板和记号笔在管材端按工艺参数表要求标记出外层熔接深度。
5、通电加热双热熔熔接工具,待熔接温度升至210±10℃后,方可进行熔接操作。Dn32及Dn32以下规格的管材和管件熔接时,应先将经整圆后的管材熔至30%—50%标记深度后,再将管件插入热熔器专用的熔接模头内加热,并达到所标识的深度;Dn40及Dn40以上规格的管材与管件熔接时,应将管材与过渡接头同时插入热熔器专用的熔接模头内加热,并达到所标识的深度。
6、 双热熔连接工艺参数严格参照表1执行。当有熔融溢料从模头口部(或外层熔接深度标记处)溢出时,即达到加热时间及效果后,立即把管材与管件从模头上取下,迅速无旋转地沿轴线方向承插到所标识深度(转换时间不得超过表1最长转换时间要求),保持一定压力,使连接处受压冷却固定,形成均匀的热熔焊瘤,熔接承插过程中严禁旋转。
7、双热熔连接必须采用金牛公司PSP钢塑复合压力管专用模头;热熔完成后,如模头上有粘料残留,应及时清理;如清理不净或模头涂层破损,必须更换。
双热熔连接完全冷却后,方可进行PE过渡接头的热熔承插连接。